Tu je návod, ako si vybrať trochu na základe troch základných bitov: materiálu, poťahovanie a geometrické prvky.
01, ako zvoliť materiál vŕtačky
Materiály môžu byť zhruba rozdelené na tri typy: vysokorýchlostná oceľ, kobaltová vysokorýchlostná oceľ a pevný karbid.
Vysokorýchlostná oceľ (HSS):
Vysokorýchlostná oceľ sa od roku 1910 používa ako nástroj na rezanie už viac ako storočie. Je najpoužívanejší a najlacnejší materiál na rezanie nástrojov, ktorý je dnes k dispozícii.Vysokorýchlostné oceľové kúsky sa môžu používať tak na ručných cvičeniach, ako aj v stabilnejších prostrediach, ako sú vŕtacie lisy.Ďalším dôvodom trvanlivosti vysokorýchlostnej ocele môže byť to, že jej nástroje, ktoré sa dajú opakovane zaostrovať, sú dostatočne lacné na to, aby sa mohli použiť nielen ako vŕtacie bity, ale aj ako nástroje.
Kobaltová vysokorýchlostná oceľ (HSSE):
Vysokorýchlostná oceľ obsahujúca kobalt má lepšiu tvrdosť a červenú tvrdosť ako vysokorýchlostná oceľ.Zvýšenie tvrdosti tiež zvyšuje odolnosť proti opotrebeniu, ale zároveň sa obetuje určitá húževnatosť.Rovnako ako vysokorýchlostná oceľ, môžu byť leštené, aby sa zlepšilo ich používanie.

Karbid:
Cementovaný karbid je kompozitný materiál kovovej bázy.Medzi nimi sa ako matrica používa karbid volfrámu a niektoré materiály z iných materiálov sa používajú ako lepidlá prostredníctvom série komplexných procesov, ako je horúci izostatický stlačením na spekanie.V tvrdosti, červenej tvrdosti, odolnosti proti opotrebeniu a ďalšie aspekty v porovnaní s vysokorýchlostnou oceľou dochádza k obrovskému zlepšeniu, ale náklady na karbidový nástroj sú tiež drahšie ako vysokorýchlostná oceľ.Cementovaný karbid v životnosti nástroja a rýchlosť spracovania ako v minulých materiáloch nástrojov majú viac výhod, v opakovanom brúsnom nástroji, potreba profesionálnych mletných nástrojov.
02, ako zvoliť bitový náter
Povlak možno zhruba rozdeliť na nasledujúcich 5 typov podľa rozsahu používania.
Neskladené: Neprecestované strihacie nástroje sú najlacnejšie, zvyčajne používané na spracovanie zliatiny hliníka, nízka uhlíková oceľ a ďalšie mäkké materiály.
Poter oxidu čierneho: Oxidačný povlak môže poskytnúť lepšie ako neživené mazivo nástrojov, má lepšiu oxidačnú odolnosť a tepelnú odolnosť a môže zlepšiť životnosť servisu viac ako 50%.
Povlak na nitrid titánu: nitrid titánu je najbežnejším materiálom na poťahovanie, nie je vhodný na spracovanie vysokej tvrdosti a teplotných materiálov s vysokým spracovaním.
Povlak na nitrid z titánu: nitrid z titánu sa vyvíja z nitridu titánu, má vyššiu odolnosť v oblasti teploty a odolnosť proti opotrebeniu, zvyčajne fialové alebo modré.Používa sa v Haasovom dielni na výrobu obrobkov liatinových železov.
Hliníkový nitrid titánové povlaky: Potiahnutie nitridového titánu hliníka ako všetky vyššie uvedené sú odolné voči vysokej teplote, takže sa môže použiť pri vyšších rezacích podmienkach.Napríklad spracovanie super zliatiny.Je tiež vhodný na spracovanie ocele a nehrdzavejúcej ocele, ale pretože obsahuje hliníkové prvky, pri spracovaní hliníka sa vyskytnú chemické reakcie, takže je potrebné vyhnúť sa spracovaniu materiálov obsahujúcich hliník.
Všeobecne platí, že kobaltový vrták s uhlíkom titánového uhlíka alebo povlaku nitridu titánu je ekonomickejším riešením.

03. Geometrické vlastnosti vŕtacieho bit
Geometrické prvky je možné rozdeliť na tieto tri časti:
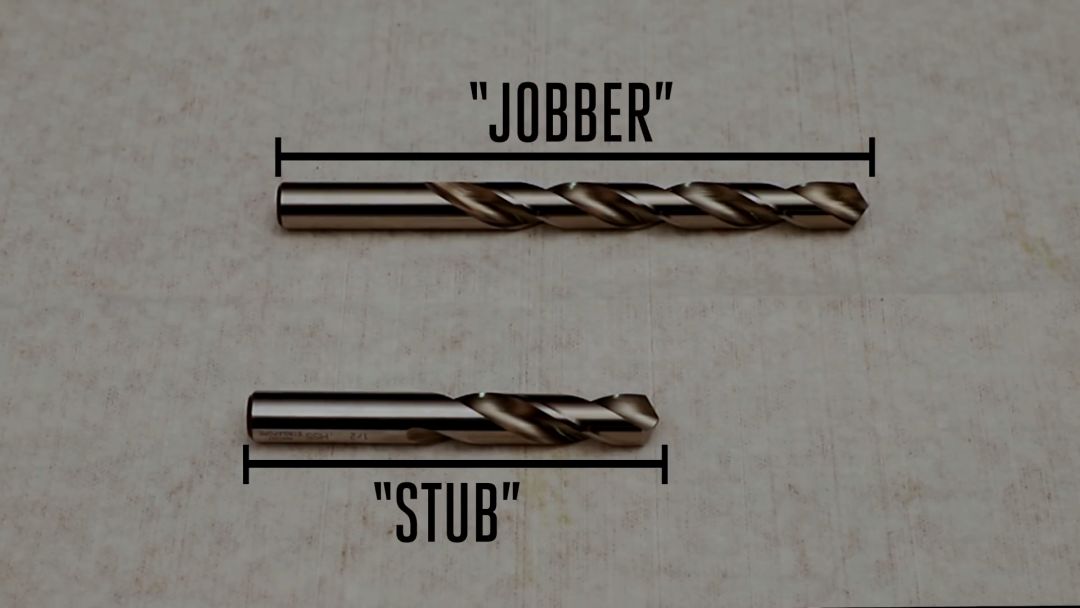
Dĺžka
Pomer dĺžky k priemeru sa nazýva zdvojnásobenie priemeru a čím menší priemer, tým lepšia je tuhosť.Výber trochu s dĺžkou pravého okraja na odstránenie čipov a najkratšia dĺžka prejdenia môže zlepšiť tuhosť obrábania, čím sa zvyšuje životnosť nástroja.Nedostatočná dĺžka okrajov pravdepodobne poškodí bit vŕtačky.
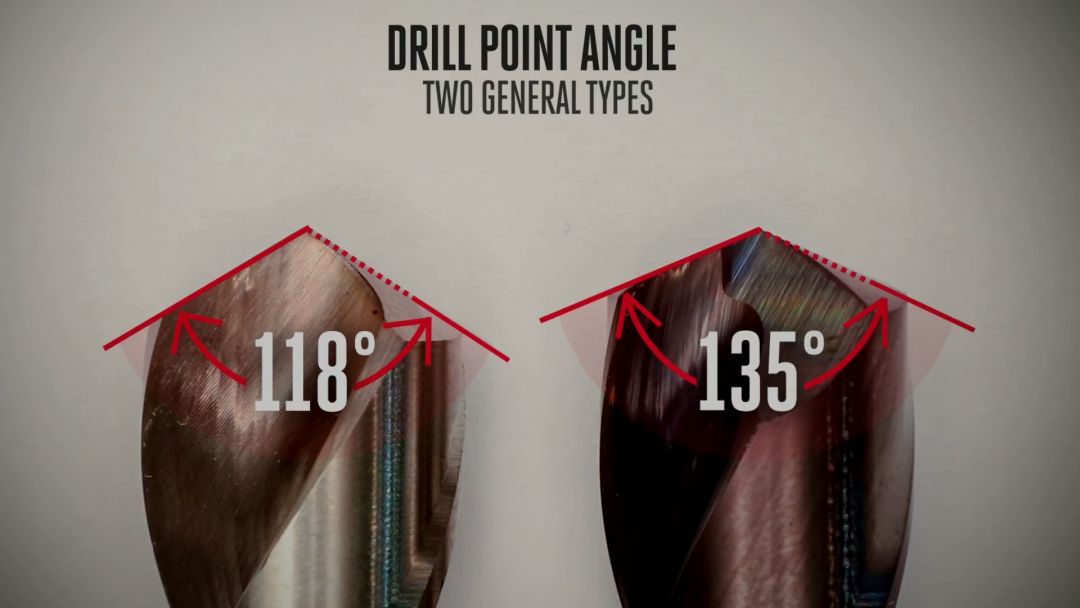
Uhol vŕtačky
Uhol vŕtacieho bodu 118 ° je pravdepodobne najbežnejším pri obrábaní a bežne sa používa pre mäkké kovy, ako je jemná oceľ a hliník.Tento uhlový dizajn zvyčajne nie je zameraný na seba, čo znamená, že stredný otvor musí byť nevyhnutne opracovaný ako prvý.Uhol špičky vŕtania 135 ° je zvyčajne samostatný, čo šetrí veľa času eliminovaním potreby spracovať jediný centrovací otvor.
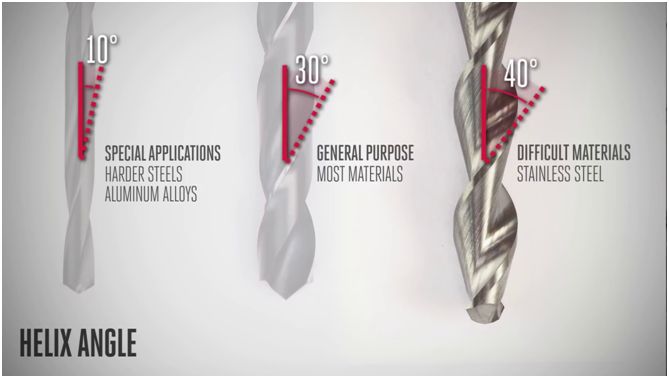
Špirála
Špirálový uhol 30 ° je dobrou voľbou pre väčšinu materiálov.Avšak pre prostredia, v ktorých sú odrezky lepšie odstránené a rezné hrany sú silnejšie, je možné zvoliť trochu s menším uhol špirály.Pre ťažko pracujúce materiály, ako je nehrdzavejúca oceľ, sa na prenos krútiaceho momentu môže použiť dizajn s väčším špirálovitým uhlom.
Čas odoslania: 01.09.2022